Felgenproduktion „im Griff“
Für die Müller-Maschinentechnik GmbH (Düren) gehören Handhabungstechnologien zum Entwicklungsalltag. Sowohl in der Kunststoff-, der Reifen-, der Papierindustrie als auch im Recycling und der Verpackungsindustrie finden sich Müller-Automationslösungen, die seit Jahren Fertigungsprozesse wesentlich vereinfachen. Zur Entwicklung gehören u. a. flexible Einzel- und Doppelgreifersysteme, die den Fertigungsbetrieb von Fahrzeugrädern rationalisieren und beschleunigen sollen.
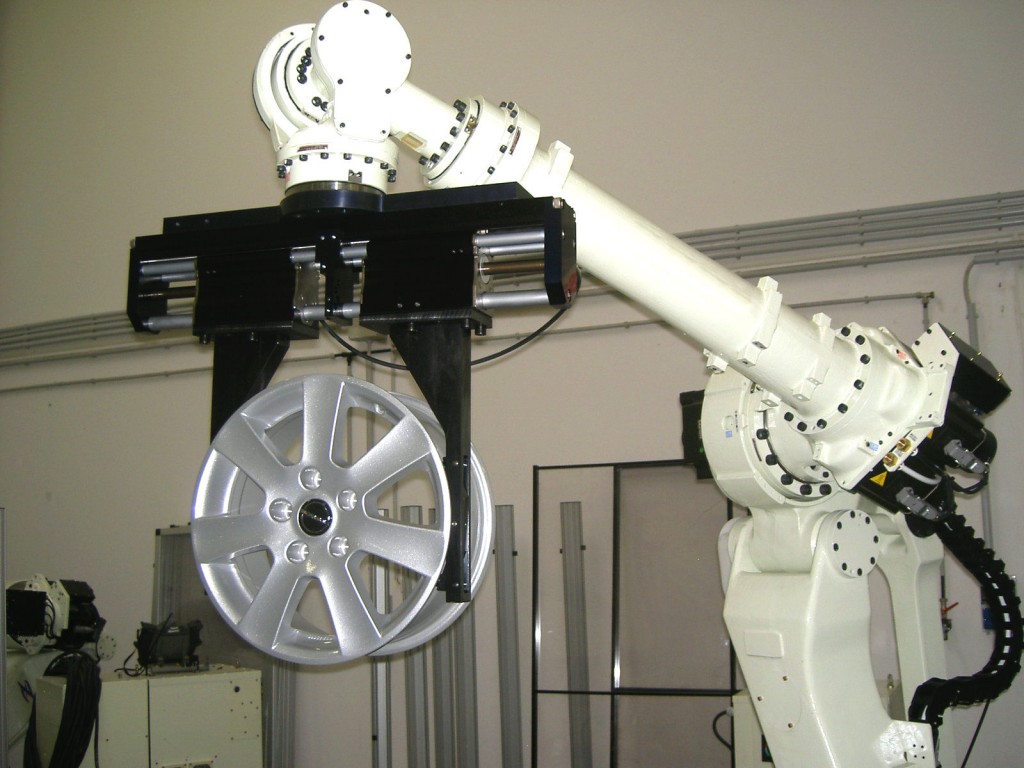
Aluminium- und Stahlfelgen haben eines gemeinsam: Bei ihrer Herstellung sind sie hohen Temperaturen ausgesetzt und gelten buchstäblich als „heiße Eisen“ für moderne Greifertechnologien in automatisierten Prozessen. Rohlinge für Felgen, die die Gießerei verlassen, sind auf ein automatisiertes Handling angewiesen, das Temperaturen von mitunter 300° C standhält. Das Handling erfolgt über ein geschlossenes System aus Greifer und Finger, das der enormen Hitze standhält und zudem noch hohe Lasten bewältigt. Während in heißer und lauter Umgebung der Trend zur Automatisierung von Handlingprozessen weiter auf dem Vormarsch ist, ziehen nur wenige Greiferanbieter mit Roboterherstellern an einem Strang.
Anpassung von der Hand
Heutzutage stellen sich Anbieter kompletter Handlinganlagen nicht auf Greifertechnologien ein, sondern überlassen die Anpassung Spezialisten wie Müller-Maschinentechnik. Einfache Regel: Intelligente Greifersysteme müssen sich herstellerunabhängig an alle Industrieroboter anflanschen lassen. Greifer von Müller stellen auf unterschiedliche Durchmesser und Gewichtsklassen im Produktionszyklus eines Betriebs ein, der auch in chaotischer Fertigung auf zuverlässige Handlingprozesse angewiesen ist.
Die Bandbreite der Werkstücke ist in den letzten Jahren insgesamt gewachsen: Pkw-Felgengrößen variieren zwischen 14“ und 24“, Gewichte von bis zu 30 Kilogramm bei Pkw- und 70 Kilogramm bei Lkw-Rädern sind mittlerweile eher die Regel als die Ausnahme. Um entsprechende Durchsätze zu erzielen, lösen zunehmend Doppelgreifer, die parallel oder winklig angeordnet sind, Einfachgreifersysteme ab. Um der erhöhten Produktivität gerecht zu werden, gelten Wiederholgenauigkeiten von +/- 0,05 mm und Öffnungs-/Schließzeiten von ca. 0,2 Sekunden bei vollem Hub als wichtige Voraussetzung. Gerade die Verarbeitung variierender Felgengrößen und Gewichtsklassen ist auf ein analoges Wegmesssensorsystem angewiesen, das eine vorausschauende Positionierung zugunsten kürzerer Taktzeiten vornimmt. Ein solches Wegmesssensorsystem ist Bestandteil eines durchdachten „Greiferpakets“.
Leichtbauweise für kürzere Taktzeiten
Greifersysteme arbeiten grundsätzlich zulasten der Maximalkapazität von Handlingrobotern. Gerade in Gießereibetrieben, die Rohlinge für Felgen, Kurbelwellen oder Motorblöcke hervorbringen, sind Werkstückgewichte über 80 Kilogramm an der Tagesordnung. Fallen Greifersysteme deutlich ins Gewicht, ist die maximale Aufnahmekapazität der Roboter schneller erschöpft. Greiferanbieter Müller liefert Leichtbauversionen von Doppelgreifersystemen mit einem Eigengewicht von unter 70 Kilogramm. Neben dem Gewicht spielt die Stabilität und Bauweise der Greifer eine wichtige Rolle, da diese für höhere Momentaufnahmen bei reduziertem Gewicht ausgelegt sein müssen.
Greiferfinger müssen für spezielle Anlagen wie das Flow-forming so ausgelegt sein, dass diese sehr schmal und dennoch stabil konstruiert sind, da der Durchmesser der Beladeöffnung nicht selten äußerst knapp bemessen ist.
Steigen tendenziell die Lasten und Durchmesser, wirkt sich das kritisch auf die Prozesssicherheit aus. Runde und glatte Felgen neigen zum Durchrutschen, „griffige“ Systeme halten diese auch bei Stromausfall: Sie verfügen optional über eine Sicherung: Versagt bei einem Notausfall die Energieversorgung, während der Roboter in Bewegung ist, versagt üblicherweise auch die Greifkraft. Entweicht das Bauteil dem Greifarm, kann ein beträchtlicher Schaden entstehen. Über eine mechanische Sicherung wird der Greifer bei Druckabfall rechtzeitig blockiert.
Die Anpassung der Greifertechnologie an die jeweilige Steuerung ist das Ergebnis genormter Schnittstellen und kaum Gegenstand individueller Betrachtungen. Doch bilden die vielfältigen Handlingprozesse in Gießereien – z. B. mechanische Bearbeitung, Palettierung, Lackierung, Handling im Gehänge, Zentrierung u. v. m. – Anlass zur Grundsatzüberlegung, welche Greifertechnologie den Betriebsabläufen am ehesten gerecht wird. Systemanbieter wie Müller-Maschinentechnik entwickeln, konstruieren und simulieren spezifische Lösungen, die letztlich sogar Temperaturen bis 1.300° C in Schmiedebereichen standhalten können.
Schreiben Sie einen Kommentar
An Diskussionen teilnehmenHinterlassen Sie uns einen Kommentar!