Berstorff und GfA De Pryck entwickeln Innovation für die Reifenherstellung
|
Moderne Hochgeschwindigkeitsreifen sind heute für Geschwindigkeiten über Tempo 300 ausgelegt. Um nicht irgendwann die qualmenden Fetzen der Lauffläche im Rückspiegel zu sehen, muss ein Hochgeschwindigkeitsreifen für extreme Fliehkräfte ausgelegt sein – denn je schneller die Drehung des Reifens, desto stärker die Fliehkräfte. Im Laufband des Reifens sorgen deshalb sogenannte Spulbandagen, mit Kautschuk ummantelte Fäden aus Nylon oder Hybrid, dafür, die extremen Kräfte zu beherrschen.
Traditionell stellen die Reifenhersteller die Bandagen in einem Kalanderprozess her und schneiden sie danach auf die geforderte Breite. Beim Beschneiden beschädigen oder durchtrennen die Längsmesser teilweise die Außenfäden der Bandage, was zu Qualitätseinbußen führt.
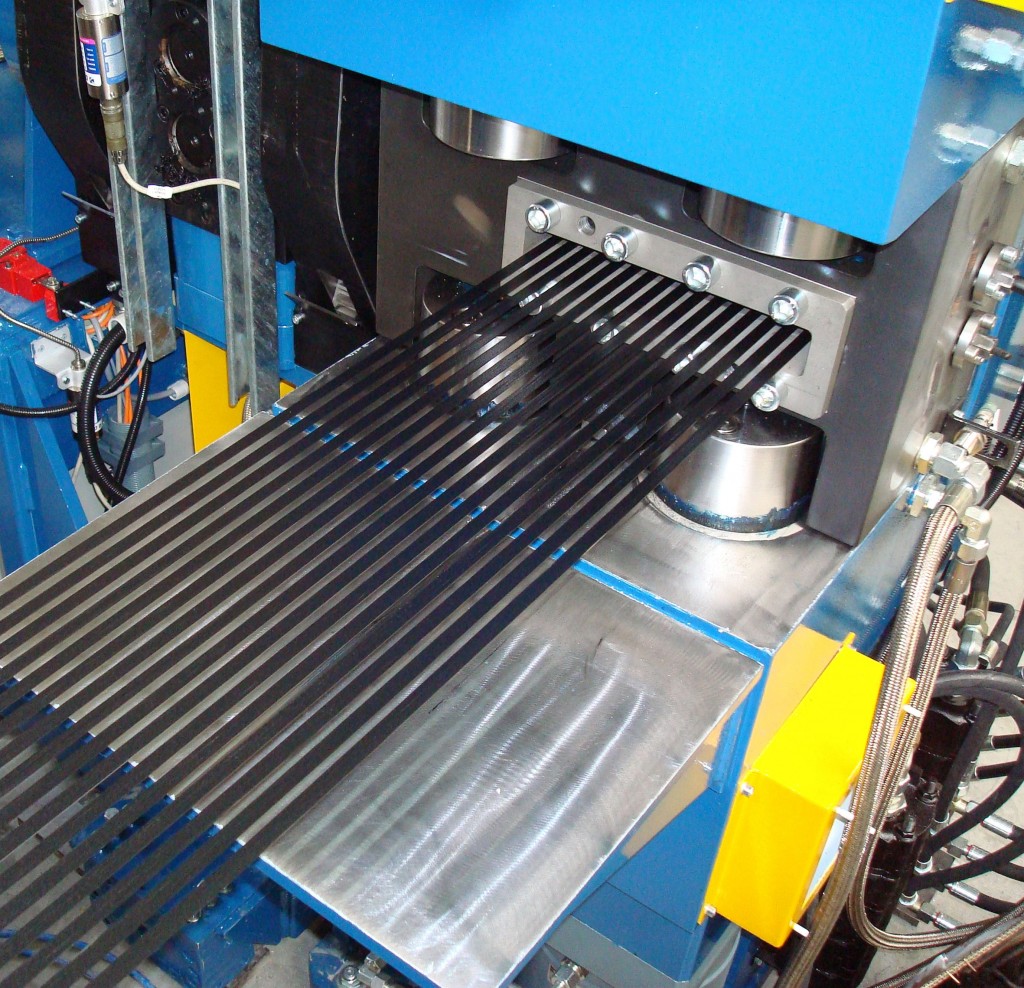
Die Firmen KraussMaffei Berstorff und GfA De Pryck & Co mbH haben in enger Zusammenarbeit ein völlig neues Konzept für die Herstellung von Spulbandagen entwickelt: Bei der steckerfertig gelieferten Anlage handelt es sich um einen Kautschukextruder mit nachgeschalteter Zahnradpumpe und einem hydraulisch zu öffnenden Querspritzkopf. Auf ihm werden 128 Fäden gleichzeitig mit einer Kautschukmischung beschichtet und zu 16 Cap-Strip-Streifen zusammengefasst. Später bei der Konfektionierung werden die Streifen um den Reifengürtel gewickelt.
Die Maschinentechnik im Detail
KraussMaffei Berstorff als einer der führenden Anbieter für Extrusionsanlagen und GfA als Spezialist für Automatisierungslösungen liefern nicht nur den eigentlichen Extruder und die Steuerungstechnik, sondern bieten gemeinsam das System als Turnkey-Lösung an.
Das Systemangebot beginnt bei einem Spulengatter zur Aufnahme von 128 Spulen mit Nylon- oder Hybridfäden, geht über die Extrusionstechnik mit Zahnradpumpe und hydraulisch verriegeltem Querspritzkopf und umfasst auch alle Zusatz- und Nachfolgekomponenten wie Kühltrommeleinrichtung, Warenspeicher und Aufwickelsystem mit 16 Stationen. Die Anlagen erreichen eine Durchsatzleistung von 40 m/min bei konstantem Ausstoß und Extrudathomogenität.
Deutliche Zeitersparnis
Der hydraulisch gesteuerte Querspritzkopf ermöglicht kurze Rüstzeiten im Vergleich zu der herkömmlich verschraubten Version. Die Endleiste wird mittels hydraulischer Verklammerung gehalten. Sie kann bei Änderung einer Charge einfach gewechselt werden. Ebenfalls hydraulisch wird der Kopf geöffnet und geschlossen. Reinigungsarbeiten können somit schneller durchgeführt werden. Ein Gatterwechsel kann innerhalb von 30 Minuten erfolgen.
Automatische Spulenwechsel bei voller Maschinengeschwindigkeit
Die aufgewickelten Spulen können bei voller Maschinengeschwindigkeit gewechselt werden. Der hohe Automatisierungsgrad dieser Anlage ermöglicht einen kontinuierlichen Betrieb der Anlage von bis zu zehn Stunden.

Schreiben Sie einen Kommentar
An Diskussionen teilnehmenHinterlassen Sie uns einen Kommentar!